
Have you ever had to wait in line for something for what felt like forever? Not too long ago, my wife and I waited over 15 minutes for fast food when we were the first car in line. We also had a fussy baby in the back of the car, so you can imagine it was not a pleasant wait. Around the 10-minute mark, I saw cars piled up behind me. A few cars even decided the food wasn’t worth their time and drove off to find something else to eat.
Because those cars up and left the drive-thru, that fast food chain lost revenue. But even worse, their perception of quality was hurt. Even though my burger and fries were made to perfection, I’d rather wait 15 minutes in a sit-in diner compared to a cramped car with a side of a french-crys (pun intended).
My story illustrates that for every process, whether it is waiting in line for fast food or welding material as part of an assembly, there is a target value that must be achieved in order to create quality. for the consumer.
Back to my fast food example, a 15-minute wait is too long since fast food is called FAST for a reason. I might be willing to wait as long as 3 minutes before I feel impatient. But would I be concerned if my food was ready to eat 20 seconds after ordering?
What Are Target Values?
Target values are the qualitative or quantitative parameters required to achieve quality for customers. These values take on a number of different forms depending on what is being measured and how it’s measured.
The customer sets the target value. Customers will often include tolerances or “wiggle room” that determines the allowable differences in target value. Depending on the process, customers will expect different kinds of target values.
Kinds of Target Values
There are primarily three types of target values:
- Smaller is Better
- Larger is Better
- Nominal is Best
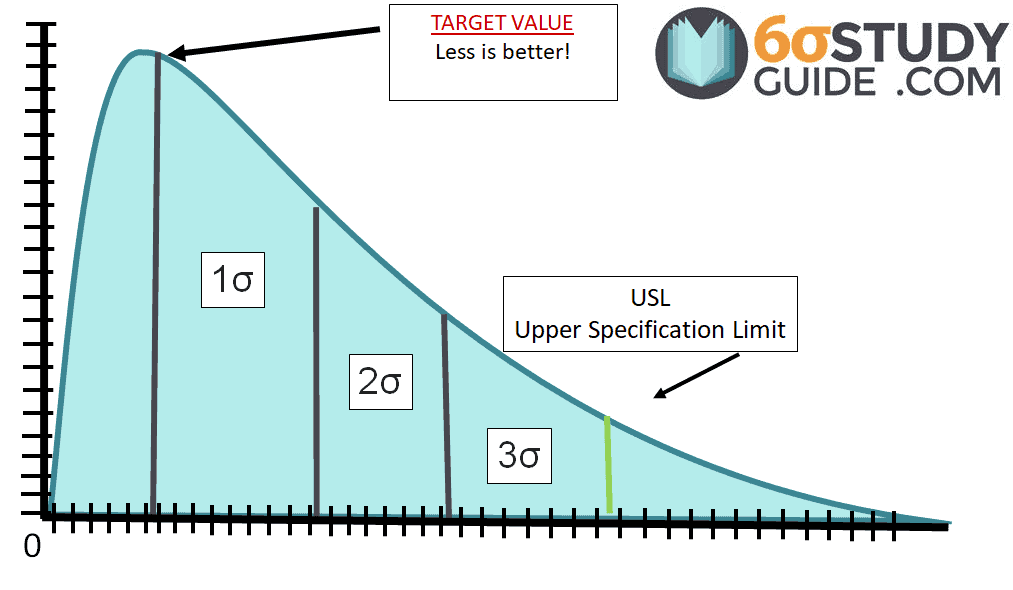
Target Value: Smaller is Better
A good example of Smaller is Better is to wait time in a call queue. In the case of sports, the best athletes are the ones that can run the fastest times. When considering Smaller is Better, the process will always have an upper specification limit. Since the client wants the target value to be as close to zero as possible, the lower specification needs no mention.
Sample distributions or population distributions that follow Smaller is Better Target Values will always appear right-skewed. This is also known as positive skewness
Other examples include:
- The late departure times from the airport.
- The target value for late departures is zero. Since airports do account for some variation, most connecting flights will not depart in less than 30-60 minutes from the first landing.
- Ambulance response times
- A game of golf – the lower the score, the better!
- The amount of waste generated, non-conformances, defects, or rejected parts.
- Each needs to stay as close to zero to deliver quality to the customer.
Target Value: Larger is Better
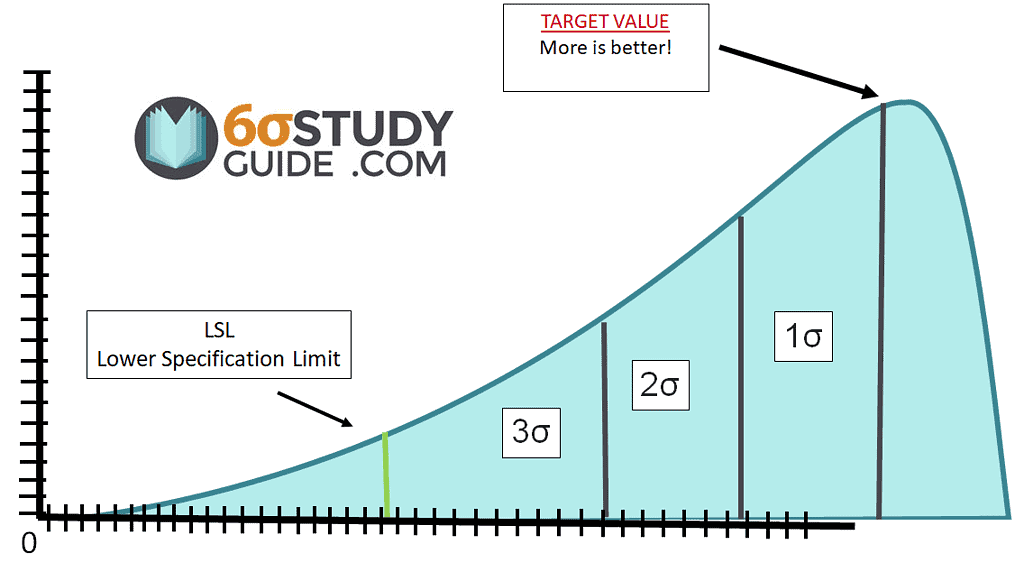
On the other hand, the target value for Larger is Better is skewed to the left, which creates a negative distribution. Larger is better, like aiming for a high score in an arcade. No one picks up an arcade game with the intent to drop dead and quit the second it starts.
This target value will always have a lower specification limit. If a process falls below the target value, the customer will feel they received less than expected.
Other examples include:
- Test scores
- The target is a 100% for each student who takes the test
- The length of a movie at the theaters
- Most movies will extend past 45 minutes. Anything less, and you may feel like you wasted your ticket
- Old school Nintendo game cartridge-breaking force.
- If that wafer broke, you were out of a game! Larger is better!
- Net Promoter Scores
- Pressure needed to explode a tire.
- Cell phone battery life
Target Value: Nominal is Best
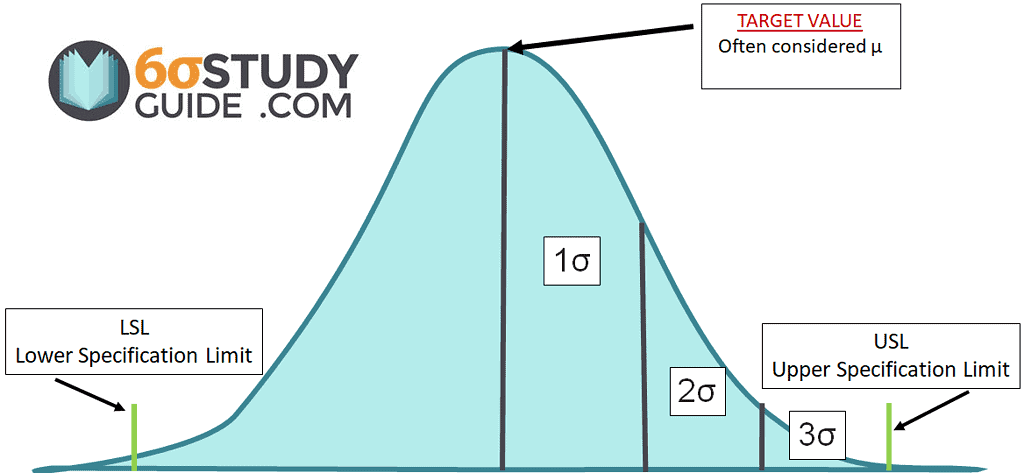
Nominal is Best often appears in the manufacturing world where the process has pre-defined parameters that the business must build to. For example, Kellogg’s® may make a box of cereal where the target weight of its content is 20 ounces with a tolerance of ± 3 ounces. Less than 17 ounces and cereal lovers like me will feel cheated. 23 ounces or more, and Kellogg’s® is losing revenue
When Target Values have a nominal value, both lower and upper specification limits are included. The distribution may appear more normal than the other target values previously discussed.
- Examples:
- Customer Service Phone Calls
- Too little time and they are missing things; too much time and they are not being efficient.
- The story of Goldilocks
- Not too hot and not too cold – just right!
- Oil in the car
- Too much is a waste and causes smoke when hitting the engine (or exploding parts). Too little, and the engine locks and dies.
- Customer Service Phone Calls
When do you use Target Values?
The concept of Target Values is considered during the DEFINE Phase and MEASURE Phase. As previously mentioned, the customer or client sets the target value. The target value is determined when applying Six Sigma tools like CTQ, Kano Diagrams, or surveys. After a deep and thorough dive into the DEFINE Phase, you will have a keen sense of the target values your customer expects.
Now that you have the Target Values defined by the customer, you can begin to measure your Process Capability as found in the MEASURE Phase. This is where you establish Upper Specification Limits and Lower Specification Limits around the target value or mean of the process. Finally, by calculating your Cp/Cpk for short-term data or Pp/Ppk for long-term data, you will know to what sigma level your process can deliver to customer target values.
Other Lean Six Sigma Concepts That Apply to Target Values
Critical to Quality (CTQ) – A breakdown of customer expectations that results in a finer understanding of the drivers that lead to Critical Quality Requirements. Target Values are found in the CTQ Requirements.
Control Charts – Control Charts are the voice of the process implemented during the CONTROL Phase of DMAIC. Here the upper and lower control limits establish a range of target values to determine whether or not special cause variation is found in the process.
Kano Model – A great tool for determining Target Values of a good or service as exciters, wants, and musts. Each of these has a target threshold to hit in order to achieve the desired outcome from customers.
Takt Time – A target value metric in and of itself. Take Time determines how much time is available to meet each individual unit of customer demand. Fulfilling demand below target takt time, and you risk delivering late to the customer.
Examples of Using Target Values in a Six Sigma Project
George is a purchasing manager who oversees the operations of several purchasing agents. George wants to see how he can improve his team, so he begins a six sigma project investigation.
DEFINE:
During the define phase, George interviews several production supervisors to understand how his team can better support their operations. These surveys reveal that employees often complain about receiving parts to complete jobs late by a few days. George uses this information to target the lead time for production to receive the required goods.
MEASURE:
George’s investigations led him to measure the time it took buyers to react to system-driven messages for materials to buy. He carefully measured how long each of his buyers had to respond to their purchase suggestions. He discovers that it takes seven days on average to create purchase orders for system-driven messages, 2 days more than the target max of 5 days. George builds a histogram and quickly discovers his buyers are outside of tolerance.
ANALYZE:
Being the good Six Sigma Professional he is, George wanted to prove that his data was statistically significant, so he built a hypothesis test and proved that his buyers have room for improvement.
IMPROVE:
George held a number of trainings with his buyers to improve their accuracy to stay within 5 days of reacting to messages. After monitoring their progress over the course of a month, he found they were on target.
CONTROL:
In order to maintain gains, George created control charts to track purchase suggestions that went untouched for longer than 5 days. If a suggestion went 4 days untouched, George would help expedite the purchase with his buyer to ensure production received material on time.
Other Useful Resources
https://www.isixsigma.com/dictionary/quality-target/
When you’re ready, there are a few ways I can help:
First, join 30,000+ other Six Sigma professionals by subscribing to my email newsletter. A short read every Monday to start your work week off correctly. Always free.
—
If you’re looking to pass your Six Sigma Green Belt or Black Belt exams, I’d recommend starting with my affordable study guide:
1)→ 🟢Pass Your Six Sigma Green Belt
2)→ ⚫Pass Your Six Sigma Black Belt
You’ve spent so much effort learning Lean Six Sigma. Why leave passing your certification exam up to chance? This comprehensive study guide offers 1,000+ exam-like questions for Green Belts (2,000+ for Black Belts) with full answer walkthroughs, access to instructors, detailed study material, and more.

Comments (4)
Is the Nintendo cartridge example in the wrong category? It seems like you wouldn’t want a small breaking force, and it even says, “Larger is better!”
Hi Wyatt,
Copy and paste error there. Thanks for catching it. Updated!
Hi!
What would you advice to set the goal to be achieved in the selected parameter to work when you are just developing the Define stage of a new project executed under DMAIC umbrella?
Hi Patricia,
Let me make sure I understand what you are asking.
Your asking what goal to set in the define stage? I discuss goal setting for DMAIC projects in this article about project charters.
Does that help?
Best, Ted.